As vape cartridge markets mature and consumers develop more discerning tastes, manufacturers are switching from botanical terpene flavored distillate to true-to-strain cannabis-derived terpene, “live resin” formulations. While this might seem like an easy switch, producing live resin is a complex process that demands, like everything cannabis, we follow best practices.
Who am I to discuss such complexities? Vape-Jet CSO Devon Reid, at your service. I am a chemist and engineer with a passion for optimizing workflows for the live resin process and fostering better customer experiences with science.
Are you here because you’re wondering how to make live resin more efficiently? Perfect! Making vape cartridges has never been easier or more efficient than with our Vape-Jet 4.0; I’m here to share my expertise to ease the switch to or level-up your existing live resin vape cartridge process.
If you want to produce some pure, Walter White-esque cannabis cartridges with your Vape-Jet, you’ve come to the right place. Get ready for the ultimate guide on how to produce live resin vape carts more efficiently, predictably, and with higher quality than the competition.

Let’s talk chemistry.
How to Make Live Resin: Common Problems
If a manufacturer already produces dabbable live-resin extracts in-house—via hydrocarbon (BHO) or rosin extraction—using these extracts as a feedstock for vape cartridges may seem simple.. However, the unrefined (i.e. not purified via distillation) nature of live resin extract presents some unique challenges when preparing it to produce vape cartridges. These nuances make efficient live resin vape cartridge production even harder to achieve than efficient distillate vape cartridge production.

Why are pure distillate operations easier than live resin formulations?
Filling vape cartridges with distillate-based formulations is a breeze with Vape-Jet. Since THC distillate is incredibly pure (typically over 90%), it performs reliably from batch to batch, especially when formulated with known quantities of isolated, botanical terpene blends. Why? Because THC distillate contains few extraction byproducts, making it thermally and chemically stable.
In short, when we mix distillate with isolated terpenes, there is not much else in the formulation that can change how it behaves under heat and pressure. As a result, the formulation is chemically simple, which is why distillate performs so well during filling.
Because of chemical simplicity and process predictability, Vape-Jet operators can use as little as 50C of heat and 50 to 60PSI of nitrogen pressure when filling distillate cartridges. This is almost half as much heat as other vape cartridge fillers, which cannot operate under pressure. With the ideal filling conditions made possible by a Vape-Jet, cannabinoids and terpenes are preserved from thermal degradation and oxidation, ensuring consistent product quality and filling speed.
Unlike simple distillate, live resin and rosin extracts are unrefined, containing a complex mixture of extraction byproducts like lipids, phospholipids, chlorophyll, and carotenoids (in addition to cannabinoids and terpenes). These extraction byproducts result in a highly variable mixture depending on batch, strain, growing conditions, and extraction variables—never a good thing for quality control or scaling your production process.
How to decarb live resin for carts: can I just start filling?
First, we’ll start with the basics. Decarboxylation is the process of removing a carboxyl group from the cannabinoid, converting THCa to THC. Removal typically takes place before or during the distillation process, during which vacuum conditions efficiently remove the carboxyl group, in the form of carbon dioxide gas, from the oil.
If you simply decarboxylate bulk extract in an oven, you can make vape cartridges with the resulting oil, but the optimal filling parameters will vary wildly from batch-to-batch and your overall efficiency will suffer as a result. Some cons of bulk decarbing in open air could be degraded terpenes (burnt taste), degraded cannabinoids (appearance), not to mention reduced filling throughput. In the extreme case, several critical dispensing errors—from pump stalling to bubbly cartridges and lost product—can result.
Can I decarboxylate bulk, unrefined extract without vacuum pressure?
Not a great idea. Without a vacuum, you’ll need a very long stirring and heating process to remove CO2. This usually means a substantial loss of terpenes to evaporation and oxidation, muting the flavor and darkening the color of the vape cartridges.
Because cannabinoids are degraded and terpenes are lost, increased oil viscosity results in slower fill times. Furthermore, if this “no-vacuum decarboxylation process” is rushed, CO2 left in the solution will be agitated during the filling process, potentially leaving cartridges riddled with bubbles in the best case and spilling out of the cartridge in the worst case.
Up next? The unpredictability of the live resin process vs. distillate.
The Solution: Upstream Changes
The complexity of live resin formulations, especially rosin, makes them less predictable than distillate and isolated terpene formulations. For example, live resin formulations with terpene concentrations over 10% are more susceptible to nitrogen absorption under pressure, potentially resulting in bubbly cartridges. As such, it is crucial to implement some upstream processes to prepare unrefined extracts for filling. Such processes control the formulation constituents and reduce variability, resulting in high-quality cartridges with a premium taste and better customer experiences.
Live Resin Process Production Changes: Hydrocarbon Workflows
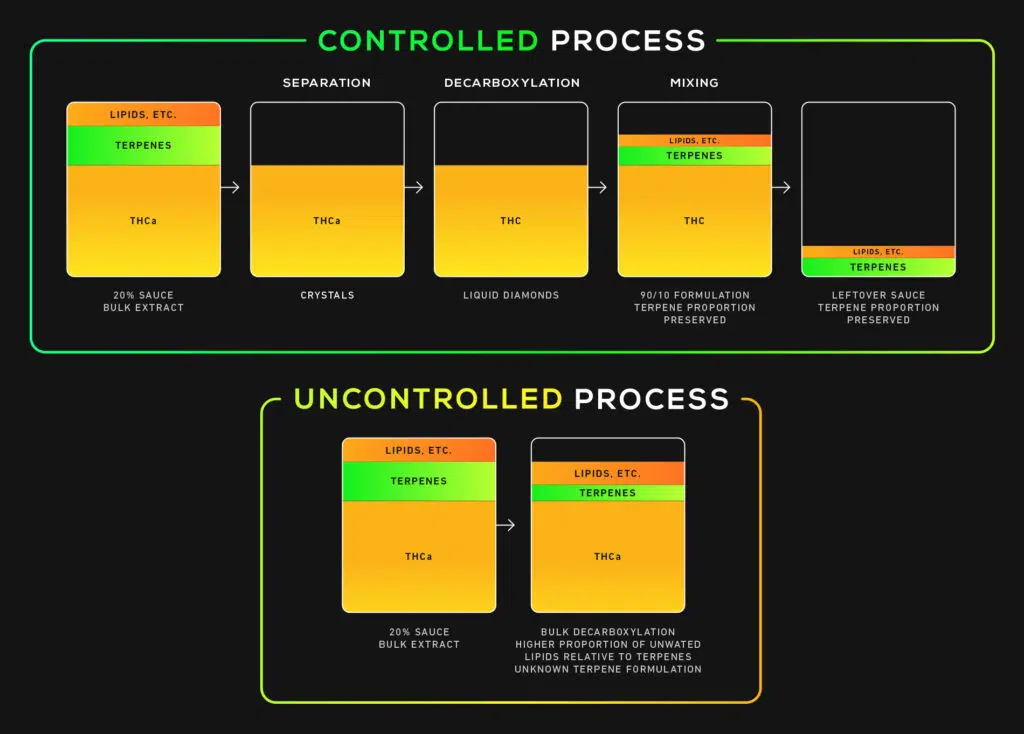
Since hydrocarbon producers usually have all the equipment for traditional wax, shatter, or diamonds-in-sauce extract production, they are well prepared to implement upstream changes to gain control over their live resin vape cartridge process. Yet some of our customers who produce hydrocarbon extract might not be familiar with the “liquid diamonds” approach to preparing extracts for vape cartridge filling machines, a multi-step solution with profound benefits.
So next, we’ll go step-by-step on how to decarb THCA diamonds for vape cartridges (getting back into our yellow hazmat suit, Breaking Bad references again!).
- Winterize during extraction to reduce lipids present in the bulk extract. A bit of color remediation media (such as carbon or silica) aids in reducing unwanted compounds in the bulk extract.
- Purge the extract of solvent as usual in a warm vacuum oven and let crystals form.
- PRO TIP: place a cold trap between the oven and vacuum to reserve the evaporated terpenes for use later. These terpenes will be almost 100% pure.
- Separate the crystals from the sauce with gravity or assistance from a centrifuge.
- Decarboxylate the crystals in an open container under vacuum in an oven. Processed in this way, the resulting THC will be greater than 95% pure (CC: Walter White).
- Obtain Certificates of Analysis (COA) for both portions, sauce and liquid diamonds, then do some math to mix up a formulation with a consistent content of terpenes and cannabinoids; use some of the cold trap terpenes too to get the full-spectrum of terpenes. Aim for a cannabinoid to terpene ratio of 95:5 to 90:10.
A quick note on vacuum purging: as with all vacuum purging processes, when purging hydrocarbons from the separated sauce and decarboxylating isolated diamonds, closely monitor heat and vacuum to prevent foaming and loss of product.
My suggestion: when decarboxylating the diamonds, start at a lower temperature and vacuum pressure until carbon dioxide begins to bubble. Once you have bubbling, slowly increase the temperature and vacuum pressure; the bubbling will start to subside until it ceases entirely.
What is the live resin filling process like?
When loaded into a Vape-Jet, this formulation behaves much more like a refined distillate and botanical terpene formulation. Why? Because when we separate the sauce and process the diamonds separately, we gain control of terpene content; we reduce batch and strain variability.
The filling parameters on your Vape-Jet can be milder as well, resulting in a more flavorful and true-to-strain vape cartridge for connoisseur cannabis consumers. The leftover sauce can even be used to flavor more easily sourced cannabis distillates, generating options for a value-oriented SKU targeted toward more budget-conscious consumers.
Distillate-with-sauce cartridges offer huge flavor improvements over botanically flavored distillate vape cartridges and are cheaper to produce than liquid-diamond-with-sauce vape carts. You can also use the leftover sauce in an MCT or coconut oil mixture to make strain-specific, precision-filled edible capsules with your Vape-Jet.
Rosin Workflows
Unlike hydrocarbon producers, rosin producers may have to obtain equipment that is not common to their process, like a precision oven (a toaster oven won’t cut it!). Since rosin is so valuable and usually has smaller batch sizes, the separate-decarboxylate-mix process might not be as appropriate due to the complexity and time needed to produce rosin diamonds.
Are there other differences between hydrocarbon and rosin workflows?
Since there are no added solvents in rosin (only terpenes), the primary difference is the time needed to crystallize THCa; typically rosin requires partially decarbing the THCa so that the resulting THC and terpenes can act as a solvent that allow the remaining THCa to crystalize. Therefore, decarbing rosin in bulk, without separating cannabinoids and terpenes, is generally advised.
Okay, we have our equipment. Now what?
Generally speaking, you should heat bulk rosin in a sealed jar (Rosin Jar Tech) until it begins to liquify, separate, and decarboxylate. The first key to success here is to burp the jar frequently until the decarboxylation is complete, perhaps 24 hours at 70C (decarboxylation can happen hotter or colder, with less or more time accordingly; use your COAs to determine good times and temperatures!). To burp, simply loosen the lid until gas is heard rushing out, then tighten the lid; burp the jars at least 4-6 times while decarbing. Keeping the burps short with the lid still “on” will minimize terpene loss, minimize oxygen ingress, and maximize CO2 expulsion. If done correctly, the terpene content will actually increase at the end of the decarb, since CO2 is most of what leaves the extract.
Once the decarb is complete, the second key to success is to degas the warm rosin. Gently stirring by hand will release the rest of the dissolved CO2 from solution; the rosin should look nice and flat with few bubbles after a few minutes of stirring. PRO TIP: schedule your production schedule so that the rosin can be filled into vape cartridges immediately after the decarb and degas are complete to avoid multiple hot/cold/hot swings on the rosin and help reduce degradation.
Now, you can start filling with precision and confidence on your Vape-Jet, knowing your customers will receive a reliable, quality product that will satisfy all cannabis connoisseurs.
Start Filling: The Live Resin Process Finale
Coupled with our Vape-Jet, fully-automatic vape cartridge-filling machine, you can easily fill a variety of high-quality, great-tasting, and highly efficacious cannabis-derived vape cartridges, capsules, Dablicators, and precision-sauce-dosed diamond extracts.
Sound good? I think so too, so why not contact us and optimize your vape cartridge production with the best filling machine in the game. I mean, you’ve already learned how to make live resin more efficiently than your competitors… So put the information to good use.
Don’t forget to keep up-to-date by signing up for our monthly Re:Fill newsletter to get early access to company updates, product releases, and other exciting announcements. While you’re at it, follow us on Facebook, Instagram, and Linkedin for updates, friendship, and cats.